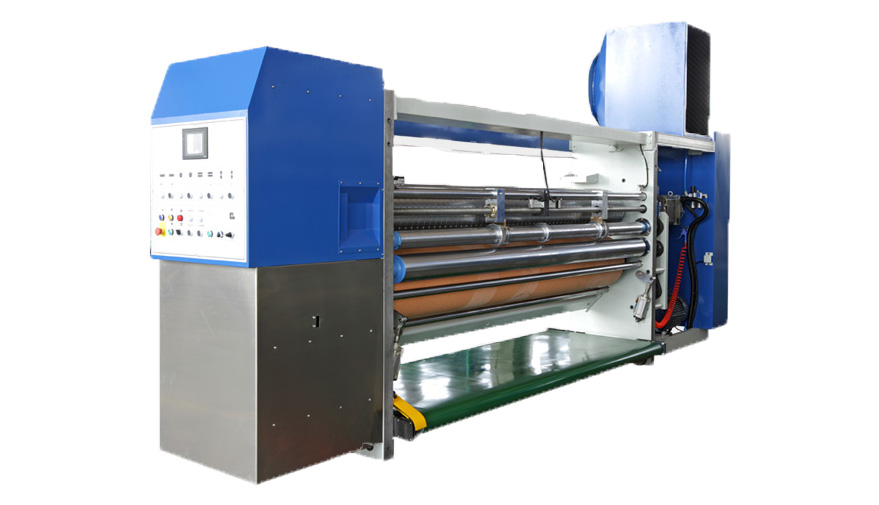
Máy In Bổ Chạp Bế Tròn WP-6-2000





Thông số kỹ thuật
Khổ rộng đưa giấy lớn nhất (A) Lớn nhất: 2500 / Nhỏ nhất: 600
Độ dài đưa giấy lớn nhất (F) Đưa giấy liên tục: 1200 / Đưa giấy cách trang: 1500 / Độ dài đưa giấy nhỏ nhất (F): 350
Diện tích in lớn nhất: 1200 x 2350
Khoảng cách hai trục lắp dao chạp nhỏ nhất: Lắp dao ngược Nhỏ nhất (B): 220 / Nhỏ nhất (C): 60 / Lắp dao thuận Nhỏ nhất: 130
Cao thùng: Nhỏ nhất (E) 90
Khổ rộng dán ghép (D): 50
Tốc độ cao nhất (tấm/h): 12.000
Độ dày tấm giấy : 1.2-9
Độ chính xác chồng màu: ±0.5
Độ dài đưa giấy lớn nhất (F) Đưa giấy liên tục: 1200 / Đưa giấy cách trang: 1500 / Độ dài đưa giấy nhỏ nhất (F): 350
Diện tích in lớn nhất: 1200 x 2350
Khoảng cách hai trục lắp dao chạp nhỏ nhất: Lắp dao ngược Nhỏ nhất (B): 220 / Nhỏ nhất (C): 60 / Lắp dao thuận Nhỏ nhất: 130
Cao thùng: Nhỏ nhất (E) 90
Khổ rộng dán ghép (D): 50
Tốc độ cao nhất (tấm/h): 12.000
Độ dày tấm giấy : 1.2-9
Độ chính xác chồng màu: ±0.5
Thông tin chi tiết
Nội dung chính
.jpg)
I/ Hệ thống khống chế thao tác máy
2.1 Phương thức thao tác đa hệ thống 2.1.1 Hệ thống thao tác 1: Màn hình thao tác: thao tác bằng nút điện động
2.1.2 Hệ thống thao tác 2: hệ thống khống chế cổng nối nhập máy tự động thao tác
2.2 Hệ thống khống chế thao tác nhập máy
2.2.1 Cổng nối thao tác hình thùng carton Cài sẵn hình thùng A, nhập trực tiếp trị số kích thước
2.2.2 Điều chỉnh khoảng cách trị số Nhập trị số tấm carton thông qua khoảng cách từng bộ phận
2.2.3 Lưu trữ 9999 đơn hàng Lưu trữ đơn hàng, lưu trữ con số điều chỉnh tương ứng khi thao tác. Khi sản xuất lại đơn hàng chỉ cần nhập lại mã số là được
2.2.4 Điều chỉnh vi lượng 0.1 mm
2.3 Điều chỉnh cài đặt vị trí
2.3.1 Khống chế toàn bộ cổng nối tự động hóa Khống chế cổng nối nhập máy chính hoặc nhập máy từng tổ tự động hóa
2.3.2 Màn hình thao tác từng tổ điều chỉnh bằng ấn nút điện động, khống chế thuận tiện.
2.3.3 Màn hình hiển thị trị số vị trí Trị số vị trí được hiển thị trên màn hình, hiển thị con số thay thế kiểu thước khắc độ truyền thống, chính xác hơn, rõ ràng hơn
2.4 Cài đặt và hiển thị thông số nhập máy
2.4.1 Điều chỉnh bánh lệch tâm của từng tổ, trị số khoảng cách do bộ mã hóa tự động thăm dò kiểm tra trị số, cung cấp trị số chính xác thuận tiện cho công nhân thao tác cài đặt tham số.
2.4.2 Cài đặt tốc độ máy chính ( hiển thị con số)
2.4.3 Cài đặt tốc độ mặc định / ON / OFF khi máy khởi động
2.4.4 Cài đặt chức năng đưa giấy tập trung/ kẹt giấy , ON / OFF
2.4.5 Hiển thị tổng lượng tích lũy
2.4.6 Hiển thị số lần tích lũy vận hành của bộ phận vào giấy kiểu hút
2.4.7 Cài đặt thời gian trễ vớt mực của từng tổ in (hạ lô vớt mực)
2.4.8 Cài đặt thời gian vỗ cạnh giấy vào
2.4.9 Có công tắc giới hạn vị trí dao chạp trước, sau để bảo vệ chống va đập
2.4.10 Hiển thị trạng thái máy, quá tải và sự cố
II. Cấu thành bộ phận khống chế điện
3.1 Cấu thành bộ phận khống chế điện
3.1.1 Hệ thống PLC của Đài Loan, modun vận hành tính toán tốc độ cao và cổng kết nối thông tin, phản ứng nhanh, điều chỉnh khống chế càng ổn định chính xác
3.1.2 Hệ thống điều khiển nhập máy chính bằng màn hình màu cảm ứng 10.4 inch được lắp trên mặt chính của tủ thao tác
3.1.3 Cổng nối nhập máy thao tác từng tổ (màn cảm ứng 5.7 inch màu đơn) hiển thị con số và thao tác
3.1.4 Mặt bảng thao tác bằng nhựa ABS
3.1.5 Biến tần Đài Loan
3.1.6 Công tắc bảo vệ đường hồi điều khiển
3.1.7 Hộp điều khiển kiểu chống bụi
3.1.8 Bộ phận tập trung khống chế hơi
III. Bộ phận vào giấy
5.1 Bộ phận vào giấy hút con lăn
5.1.1 Sử dụng phương thức vào giấy kiểu hút
5.1.2 Sử dụng bánh đưa giấy bằng cao su PU
5.1.3 Lấy điểm chuẩn định vị là bộ phận hút giấy, phù hợp với điểm chuẩn định vị in, bổ chạp, bế tròn
5.1.4 Có chức năng đưa giấy kéo dài bổ trợ đưa chuyền, tiện cho việc chuyền giấy có chất lượng thấp
5.1.5 Có chức năng xử lý giấy vào bị cong
5.1.6 Có chức năng xử lý giấy vào bị mỏng
5.1.7 Ít rung hơn kiểu vào giấy đẩy sau, nâng cao tốc độ vận hành của máy và nâng cao sản lượng
5.1.8 Biến tần khống chế lượng gió của quạt gió kiểu bánh vít (điều chỉnh nút xoay ), khống chế chính xác, dễ điều chỉnh
5.1.9 Điều chỉnh bằng tay phạm vi hút gió (thay đổi theo chiều rộng của tấm giấy)
5.1.10 Dây đai chuyển động lực cho mô tơ chính
5.2 Kết cấu tách nhập tổ máy
5.2.1 Tách nhập bằng ấn nút điện động, bộ phận giới hạn lực xoắn phòng chống quá tải
5.2.2 Thanh ray bằng thép được qua xử lý nhiệt
5.2.3 Vách máy không khe hở khóa nối với nhau kiểu khí áp trên, khóa định vị với thanh nối khí áp phần đáy, bệ máy chắc chắn kiên cố
5.3 Bộ phận làm sạch bề mặt giấy
5.3.1 Bộ phận hút gió làm sạch bụi
5.3.2 Bộ phận gió hút bụi kiểu bánh vít
5.3.3 Bàn chải quét bụi
5.4 Tấm chặn trước
5.4.1 Điều chỉnh bằng nút ấn điện khoảng cách khe
5.4.2 Hiển thị con số thực tế khoảng cách khe
5.4.3 Điều chỉnh bằng tay vị trí hướng ngang
5.5 Tấm chặn cạnh ( chỉnh bằng điện)
5.5.1 Điều chỉnh bằng điện vị trí tấm chặn, và thông số cài đặt
5.5.2 Có bộ phận bảo vệ hai tầng trình tự vị trí giới hạn và công tắc giới hạn vị trí.lớn nhất nhỏ nhất
5.5.3 Hiển thị đồng bước thước đo trị số vị trí (trái phải) và cổng nối nhập máy
5.5.4 Trị số vị trí được giải mã bằng encoder xoay, không chịu ảnh hưởng của nhiệt độ và các nhân tố môi trường, đảm bảo tín hiệu chính xác
5.6 Vỗ cạnh giấy (cạnh đơn)
5.6.1 Lắp bên cạnh thao tác
5.6.2 Chuyền động khí áp tấm vỗ, tần số vỗ có thể cài đặt bằng thời gian
5.7 Tấm chặn sau ( điều chỉnh bằng điện)
5.7.1 Điều chỉnh bằng điện nút ấn vị trí tấm chặn (Khổ rộng giấy) và cài đặt thông số
5.7.2 Có bộ phận bảo vệ hai tầng trình tự vị trí giới hạn và công tắc giới hạn vị trí.lớn nhất nhỏ nhất
5.7.3 Hiển thị đồng bước thước đo trị số vị trí (trái phải) và giá trị nhập máy
5.7.4 Trị số vị trí được giải mã bằng encoder xoay, không chịu ảnh hưởng của nhiệt độ và các nhân tố môi trường, đảm bảo tín hiệu chính xác
5.7.5 Độ cao điều chỉnh bằng điện
5.7.6 Có bộ phận phân chia giấy xếp chồng, giúp phân tán tấm giấy ở phía trên ép xuống, tốc độ ổn định, giấy với nhiều quy cách khác nhau đưa vào được chính xác
5.7.7 Có thanh đỡ kiểu bánh lăn hỗ trợ tấm giấy khổ lớn rủ xuống
5.8 Lô dẫn giấy vào ( cài đặt khoảng cách hai lô + điện động)
5.8.1 Khoảng cách hai lô điều chỉnh bằng nút ấn điện động hoặc điều chỉnh bằng nhập trị số
5.8.2 Bảo vệ lập trình vị trí giới hạn trên dưới khoảng cách hai lô
5.8.3 Hiển thị đồng bước giá trị thực tế và giá trị nhập máy
5.8.4 Trị số khoảng cách được giải mã bằng encoder xoay, không chịu ảnh hưởng của nhiệt độ và các nhân tố môi trường, đảm bảo tín hiệu chính xác
5.8.5 Lô đưa giấy trên bề mặt bọc cao su và cắt rãnh để tránh tạo đường hằn trên tấm giấy
5.8.6 Lô đưa giấy dưới làm bằng thép, bề mặt có hoa văn hoặc vân ngang, qua mài, mạ Crom
.jpg)
6.1 Hình thức
6.1.1 Kiểu in trên
6.1.2 Máy kiểu tách nhập từng tổ
6.2 Chuyền giấy kiểu hút
6.2.1 Lô ép in và lô chuyền dẫn nâng hạ đồng bước
6.2.2 Lô chuyền dẫn là lô gốm bên trong bằng nhôm, giúp bánh cao su có tuổi thọ sử dụng cao, ổn định lâu dài, duy trì độ chính xác truyền của tấm giấy.
6.2.3 Có thể điều chỉnh phạm vi hút theo khổ rộng tấm giấy
6.2.4 Lực hút hộp gió có thể điều chỉnh phù hợp theo yêu cầu của từng kích thước giấy khác nhau
6.2.5 Có van kiểu khí áp đóng mở bằng tay / tự động
6.2.6 Có bộ phận bôi trơn tập trung cửa tra dầu đặc biệt
6.2.7 Máy gió và đường dẫn kiểu bánh vít
6.2.8 Ống khử âm và hộp tích bụi
6.2.9 Máy gió tùy theo trạng thái vận hành tự động ON / OFF
6.3 Lô in
6.3.1 Có chức năng ghi nhớ về vị trí in ban đầu, trước khi dừng máy ghi nhớ tự động, từng màu in căn chỉnh vị trí
6.3.2 Thích hợp với bản in có độ dầy 7 mm
6.3.3 Hướng ngang điều chỉnh bằng điện, trái phải tại vị trí +10 mm có hiển thị số
6.3.4 Giữa lô in có khắc đánh dấu vạch giữa lắp bản, tiện cho việc căn chỉnh bản in
6.3.5 Máy tính mô phỏng hiệu chỉnh thăng bằng động trạng thái vận hành, thiết bị vận hành ổn định thông thuận
6.3.6 Bề mặt lô in mài nhẵn và mạ crom
6.3.7 Có 2 cách điều chỉnh vị trí tương đối lô in, điều chỉnh bằng cách căn chỉnh vị trí hoặc cài đặt trị số
6.3.8 Chồng màu in điều chỉnh tự động biến tốc, định vị chính xác và tiết kiệm thời gian
6.3.9 Bánh răng chuyển động chồng màu kết cấu vòng trục kiểu không chốt
6.3.10 Độ chính xác chồng màu in: + 0.5 mm
6.4 Bộ phận mắc bản in
6.4.1 Trục mắc bản điều chỉnh bằng tay
6.4.2 Mắc trọn bản
6.4.3 Công tắc đạp chân lựa chọn hướng quay lô
6.5 Hồi về vị trí in
6.5.1 Dừng máy tự động ghi nhớ từng vị trí bản in, tổ máy hợp lại với nhau hồi về vị trí in ban đầu
6.5.2 Có bộ phận khởi động, quy hồi riêng của từng nút ấn từng tổ in
6.6 Lô cao su
6.6.1 Lô cao su vớt mực lõi làm bằng thép, bề mặt bọc cao su, hiệu chỉnh cân bằng động
6.6.2 Điều chỉnh bằng điện độ chặt khớp lại giữa lô cao su và lô vớt mực
6.6.3 Khi hết mực có chuông báo và đèn báo
6.6.4 Hai bơm mực
6.7 Lô gốm
6.7.1 Làm bằng thép, bề mặt bọc lớp gốm, hiệu chỉnh cân bằng động
6.7.2 Điều chỉnh bằng điện khoảng cách lô gốm và lô in (dán bản in)
6.7.3 Hiển thị con số thực tế khoảng cách
6.7.4 Tự động dừng máy/khởi động theo trạng thái giấy vào, có thể lần lượt cài đặt thời gian khởi động và thời gian kéo dài của việc làm đều mực và đưa giấy của từng tổ in
6.7.5 Có đèn hiển thị trạng thái làm đều mực
6.7.6 Ly hợp điện từ tự động liên kết truyền động động lực chính làm quay lô làm đều mực hoặc tách truyền động động lực chính
6.8 Lô ép in
6.8.1 Khoảng cách lô ép in điểu chỉnh bằng điện và cài đặt thông số
6.8.2 Bộ phận bảo vệ lập trình vị trí giới hạn trên dưới khoảng cách hai lô và bảo vệ mẳt thần
6.8.3 Hiển thị con số khoảng cách lô
6.8.4 Trị số khoảng cách lô được đọc bằng thước đo vị trí, không chịu ảnh hưởng của nhiệt độ và nhân tố môi trường
6.8.5 Lô ép in bằng thép, lớp mặt mạ crom, hiệu chỉnh cân bằng động

8.1 Kết cấu chính
8.1.1 Điều chỉnh liên động đồng bước vị trí bệ dao, bánh ép nhớm, bánh cán lằn (khoảng cách chạp)
8.1.2 Điều chỉnh khoảng cách chạp bằng ấn nút điện động và cài đặt trị số
8.1.3 Bộ phận bảo vệ hai tầng trình tự vị trí giới hạn khoảng cách chạp và công tắc giới hạn
8.1.4 Trị số khe chạp hiển thị đồng bước trên thước đo và màn hình
8.1.5 Khe chạp điều chỉnh bằng biến tần, tự động biến tốc, điều chỉnh nhanh và định vị chính xác
8.1.6 Trị số vị trí khoảng cách chạp được đọc bởi encoder kiểu quay, không chịu ảnh hưởng của môi trường, nhiệt độ, đảm bảo tín hiệu chính xác
8.1.7 Bánh răng chuyền động sớm muộn kết cấu vòng trục kiểu không chốt
8.1.8 Bệ dao, bánh ép nhớm, bánh cán hằn, tâm trục được qua xử lý, bề mặt mạ crom nâng cao cường độ chống cong
8.2 Dao chạp
8.2.1 Trục dao đơn
8.2.2 Kiểu cố định dao giữa
8.2.3 Có bộ phận bảo vệ vị trí giới hạn lắp đặt giữa các bệ dao chạp
8.2.4 Có bộ phận bảo vệ hai tầng độ sâu ăn khớp sâu dao chạp và công tắc giới hạn
8.2.5 Hiển thị trị số thực tế sâu chạp
8.2.6 Dao chạp kiểu dao răng, độ dầy 8 mm
8.2.7 Trục dao dùng thép cacbon qua xử lý nâng cao cường độ chống cong
8.2.8 Trục dao qua mài, mạ crom, bệ dao dịch chuyển dễ dàng
8.3 Bánh ép nhớm ( điện động / cài đặt)
8.3.1 Khoảng cách điều chỉnh bằng điện và cài đặt thông số
8.3.2 Khoảng cách bánh ép nhớm tự động điều chỉnh trị số theo trị số nhập vào
8.3.3 Bộ phận bảo vệ trình tự vị trí giới hạn
8.3.4 Hiển thị trị số khoảng cách thực tế
8.3.5 Trị số khoảng cách được đo bằng thước vị trí, không chịu ảnh hưởng của nhiệt độ và các tác nhân môi trường đảm bảo tín hiệu chính xác
8.3.6 Bánh ép kiểu hai nửa, tiện cho việc tháo lắp bảo dưỡng
8.3.7 5 tổ ( gồm sửa biên)
8.3.8 Trục bánh ép nhớm bằng thép hợp kim, qua xử lý nâng cao cường độ chống cong
8.3.9 Điều chỉnh khoảng cách bánh ép nhớm và dao chạp đồng bước
8.4 Bánh cán lằn ( điện động / cài đặt)
8.4.1 Khoảng cách bánh cán lằn trên dưới điều chỉnh bằng điện và cài đặt trị số
8.4.2 Khoảng cách bánh cán lằn tự động điều chỉnh trị số theo trị số nhập vào
8.4.3 Bộ phận bảo vệ trình tự vị trí giới hạn khoảng cách lằn trên dưới
8.4.4 Hiển thị trị số khoảng cách thực tế lằn trên dưới
8.4.5 Trị số khoảng cách được đo bằng thước vị trí, không chịu ảnh hưởng của nhiệt độ và các tác nhân môi trường đảm bảo tín hiệu chính xác
8.4.6 Mô tơ điều chỉnh độc lập, khi chạy đơn hàng có thể điều chỉnh đồng thời cao thùng và vị trí tương đối
8.5 Điều chỉnh độ cao thùng
8.5.1 Điều chỉnh bằng nút ấn điện động và cài đặt trị số
8.5.2 Độ cao thùng (khoảng cách dao trước sau) hiển thị bằng số
8.5.3 Độ cao thùng hiển thị trị số trên màn hình
8.5.4 Độ cao thùng được đọc bởi encoder xoay, không chịu ảnh hưởng của nhiệt độ, môi trường, tín hiệu chính xác
8.5.5 Điều chỉnh tốc độ biến tần mô tơ xoay chiều, tự động biến tốc chuyền động
8.5.6 Điều chỉnh mô tơ độc lập, khi chạy đơn hàng có thể điều chỉnh đồng thời cao thùng và vị trí tương đối

9.1 Hình thức
9.1.1 Kiểu bế bên dưới
9.1.2 Tổ máy kiểu đóng mở vách máy
9.1.3 Ngậm giấy chuyền giấy đi
9.2 Ngậm giấy chuyền đi
9.2.1 Bộ phận nâng hạ lệch tâm bánh ngậm giấy
9.2.2 Bánh đưa giấy bằng cất liệu thép cứng, tuổi thọ sử dụng cao, ổn định lâu dài giữ cho việc chuyền giấy được chuẩn xác
9.2.3 Bộ phận bôi trơn lỗ dầu riêng biệt
9.2.4 Bộ phận điều chỉnh khoảng cách lệch tâm bánh ngậm giấy
9.2.5 Bánh kéo giấy chỉnh bằng tay
8.3 Lô bế
9.3.1 Vị trí hướng ngang chỉnh bằng điện động, trái phải tại vị trí +10 mm có hiển thị số
9.3.2 Giữa lô bế có khắc đường trung tâm để lắp bản, tiện cho việc lắp chỉnh bản
9.3.3 Hiệu chỉnh cân bằng vận chuyển động
9.3.4 Bề mặt lô bế mài kỹ và xử lý crom
9.3.5 Chỉnh sớm muộn lô bế bằng 3 phương thức: cài đặt trị số,định lượng bằng nút ấn hoặc nhấp liên tục
9.3.6 Chỉnh sớm muộn lô bế tự động chỉnh biến tốc, định vị chính xác và tiết kiệm thời gian.
9.3.7 Khoảng cách hai lô bế chỉnh bằng ấn nút điện động hoặc cài đặt thông số
9.4 Lô cao su
9.4.1 Lô cao su trong quá trình vận hành có thể di chuyển hướng ngang trái phải tổng cộng 50mm, sử dụng hệ thống di chuyển ngang thủy lực
9.4.2 Sử dụng lớp cao su chịu lực chất lượng cao dày 10mm cuốn vòng quanh bề mặt lô
9.4.3 Lô cao su trong quá trình vận hành có thể di chuyển hướng dọc lượng vi chỉnh, để khi bế không bị lặp lại trên cùng một điểm
9.4.4 Nâng hạ điều chỉnh khoảng cách kiểu lệch tâm
9.4.5 Bộ phận bảo vệ hai tầng trình tự vị trí giới hạn trên dưới khoảng cách hai lô và công tắc giới hạn, đồng thời có bộ phận khóa bằng pittong kiểu hàng răng
9.4.6 Hiển thị trị số khoảng cách lô
9.4.7 Khoảng cách lô được đọc bởi thước vị trí, không chịu ảnh hưởng của nhiệt độ, môi trường, tín hiệu chính xác.