


Tin tức
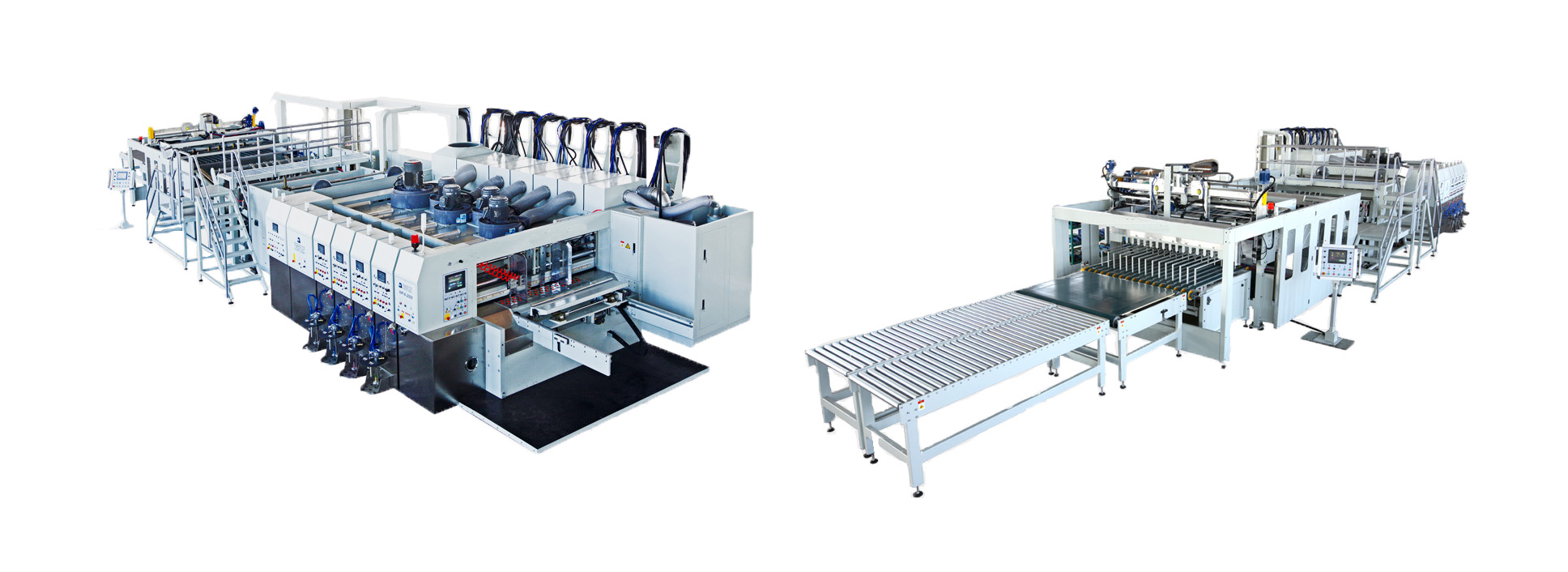
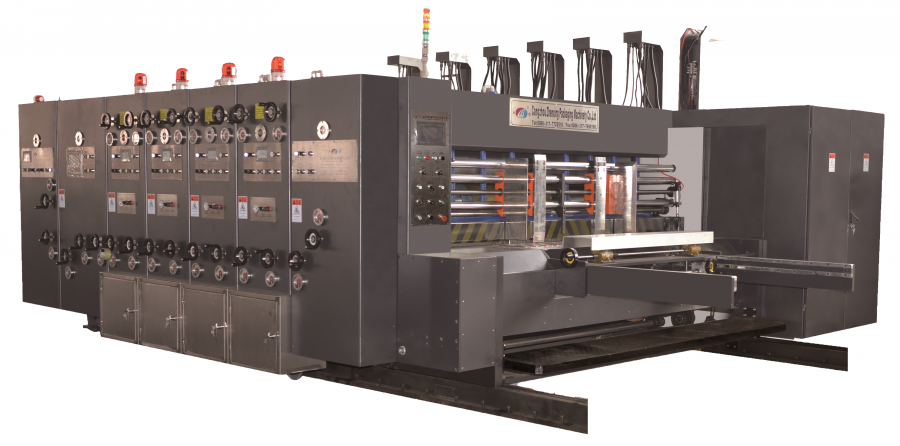
MÁY IN FLEXO BỔ CHẠP CÁN LẰN CHẤT LƯỢNG CAO
Nội dung chính
I.Tính năng chính máy in flexo chất lượng cao:
1. Máy được tạo thành bởi các bộ phận: đưa giấy, in, bổ chạp, bế tròn, xếp chồng, có thể hoàn thành một lần các công đoạn: in, bế tròn và bổ chạp đối với giấy carton sóng 3 lớp, 5 lớp.2. Hệ thống truyền động toàn bộ sử dụng bánh răng nghiêng xoay, tiếng ồn thấp, tăng cường độ cứng cho bánh răng, nâng cao tính ổn định truyền động của bánh răng. Toàn bộ bánh răng truyền động bằng thép hợp kim chất lượng tốt 20 CrMintiGia công mài kỹ, xử lý siêu cứng, bôi trơn phun dầu khép kín.
3. Vòng bi sử dụng của hãng nổi tiếng như Haerbin.
4. Từng tổ màu tách nhập điện động có kèm chuông báo, khi tách nhập chuông liên tục kêu, đảm bảo độ an toàn làm việc cho công nhân, môtơ ly hợp có bộ ly hợp mômen có thể làm chậm lại sự va đập vào nhau giữa các tổ màu khi thao tác sai.
5. Mỗi tổ đều có hệ thống tự động về 0, thử đưa vào một vài tấm giấy có thể điều chỉnh tới kích thước chính xác, giảm lãng phí giấy.
6. Hình dáng máy đẹp, màu sắc hài hòa. Thiết kế kiểu modul có thể tuỳ ý tăng giảm các tổ màu.
7. Mô tơ sử dụng điều tốc vô cấp. Các bộ phận điện của các thương hiệu nổi tiếng như Shneider.
8. Bộ phận khí động: Pittong dùng pittong nổi tiếng của Chiết Giang, van điện từ Airtac, ống PU của Đài Loan, bơm màng ngăn của Vũ Hán
9. Lô cao su dùng lô có chất lượng tốt của Trung Quốc.
10. Lô vân lưới sử dụng lô của hãng Hải Lực-Giang Tô nổi tiếng Trung Quốc.
II. Cấu tạo máy máy in flexo
1- Bộ phận đưa giấy:
1) Ly hợp bệ máy:1. Điện động khống chế ly hợp máy, kèm chuông báo, khi máy đang tách nhập chuông liên tục kêu đảm bảo an toàn cho công nhân thao tác.
2. Trục truyền động có bộ ly hợp kiểu ma sát, để tránh thao tác sai làm hỏng máy.
3. Khóa nối bằng khí động
4. Mô tơ chính có bộ phận bảo vệ khởi động, sau khi các tổ hợp lại, giữa mỗi tổ có khóa khí động, có piton khóa tổng, làm cho các tổ máy và ray khóa chặt lại. Khi piton chưa khóa, moto chính không khởi động được, khi vận hành moto chính, piton khóa chặt không thể mở được.
2) Hệ thống đưa giấy kiểu hút chân không:
1. Hệ thống đưa giấy kiểu hút chân không của Thượng Hải, độ chính xác đưa giấy cao.2. Có thể đưa giấy carton mỏng cứng, và carton sóng E 3 lớp.
3. Quạt gió hút gió hỗ trợ đưa giấy, có thể tùy theo độ cong vênh khác nhau của tấm giấy để điều chỉnh lượng gió, đảm bảo đưa giấy thông thuận.
4. Tấm chặn cạnh điều chỉnh bằng điện động, khoảng cách tấm chặn trước điều chỉnh đồng bước bằng tay, vị trí tấm chặn sau điều chỉnh bằng điện động, tấm chặn bên trái có chức năng vỗ.
5. Có bộ phận vào giấy cách trang (có thể tùy theo yêu cầu khách hàng lựa chọn đưa giấy liên tục hay cách trang).
6. Có thể cài đặt số lượng dự kiến sản xuất. Khi đạt tới số lượng dự kiến, hệ thống sẽ tự động dừng đưa giấy đồng thời phát ra tín hiệu thông báo.
3) Bộ phận hút bụi :
có bàn chải phủi bụi chất lượng cao kết hợp với quạt gió hút bụi, có thể làm sạch bụi bẩn trên bề mặt giấy carton.
4) Lô đưa giấy:
1. Lô đưa giấy trên làm bằng thép liền được bọc cao su chịu mài mòn, qua hiệu chỉnh cân bằng .2. Lô đưa giấy dưới làm bằng thép liền, ép vân mạ Crom cứng.
3. Khoảng cách lô đưa giấy hiển thị trên thước khắc độ được điều chỉnh bằng tay, phạm vi điều chỉnh 1-12 mm, sử dụng kết cấu thanh lắc trượt chữ thập, khi điều chỉnh bánh răng truyền động luôn ở trạng thái ăn khớp với nhau.
5) Bộ phận tự động về “0”
1. Bộ phận đưa giấy, in, bổ chạp có tự động về “0” .
2. Sử dụng bộ phận về “0”, in thử ít giấy có thể điều chỉnh đến vị trí chính xác, giảm lãng phí giấy
2-Bộ phận in:
1) Lô in:1. Làm bằng thép, bề mặt mài kỹ, mạ Crom cứng.
2. Xử lý cân bằng, vận hành ổn định.
3. Trục cuộn bản kiểu bánh gai cố định, có vam bản.
4. Rãnh mắc bản thích hợp với thanh mắc bản 9 mm.
5. Tháo lắp bản in nhanh, công tắc đạp chân khống chế bằng điện động, chuyển động thuận ngược.
6. Điều chỉnh chồng màu: lô in lắp bộ phận tự động về “0”, sử dụng PLC điều khiển trên màn hình vi tính, kích vào màn hình điều chỉnh chồng màu trục bản in. Có chức năng như tự động về “0”, chỉnh bản tự động và vị trí dự kiến in.
7. Điều chỉnh hướng trục bằng điện động, sử dụng PLC điều chỉnh trên màn hình, kích vào màn hình điều chỉnh hướng trục, khoảng các điều chỉnh 20mm
2) Lô ép in:
1. Lô ép in sử dụng hàn nối 2 nửa.
2. Bề mặt lô được mài kỹ, mạ crom cứng
3. Xử lý cân bằng, vận hành ổn định.
4. Khoảng cách lô ép in hiển thị trên thước khắc độ được điều chỉnh bằng tay, phạm vi điều chỉnh 1 – 11 mm, sử dụng kết cấu thanh trượt chữ thập, khi điều chỉnh, bánh răng truyền động luôn luôn ở trong trạng thái ăn khớp với nhau.
3. Lô vân lưới
- Mắt lưới đều, giúp lên mực đều.
- Điều chỉnh bằng tay khoảng cách lô vân lưới, có vòng khắc độ hiện thị, phạm vi điều chỉnh từ 1-8mm, sử dụng thanh trượt hình chữ thập nối tiếp. Khi điều chỉnh bánh răng truyền động luôn bảo đảm ở trạng thái khớp chặt chính xác
- Nâng hạ lô vân lưới bằng khí động, tránh làm bản in chạm vào mực cũng như khi dừng máy trong thời gian ngắn, mực đọng trong mắt lưới không bị khô
4) Lô cao su:
- Bề mặt lô thép bọc cao su chịu mài mòn. Lô cao su làm cao trung tâm, có thể bù biến hình khi chịu lực, nâng cao hiệu quả truyền mực.
- Có bộ phận tự động làm đều mực, có chức năng thực hiện dừng máy không dừng mực
5) Lô đưa giấy trên dưới:
- Lô trên: lô liền, có 4 bánh đưa giấy.
- Lô dưới: lô liền, hàn nối hai nửa, bề mặt mài kỹ, mạ crom.
- Điều chỉnh bằng tay khoảng cách lô đưa giấy, có vòng khắc độ hiện thị, phạm vi điều chỉnh 1-10mm, sử dụng cơ cấu thanh trượt hình chữ thập nối tiếp. Khi điều chỉnh bánh răng truyền động luôn bảo đảm ở trạng thái khớp chặt chính xác.
6) Tuần hoàn mực
- Lên mực sử dụng bơm màng ngăn bằng khí động, cung cấp mực ổn định, thao tác bảo dưỡng đơn giản.
- Cốc trữ mực tránh mực bắn ra ngoài và thải khí
- Phễu mực bằng thép, làm sạch tuần hoàn tự động và lên mực tự động
- Có bộ phận thông báo khi thiếu mực, khi lượng mực xuống thấp không đủ dùng sẽ tự động thông báo, lượng mực đủ bơm mực tự động dừng bơm
3- Bộ phận bổ chạp
1. Bánh cán lằn:
- Sử dụng thép ống liền, qua gia công mài kỹ 2 lần, bề mặt mạ crôm cứng, dịch chuyển ổn định
- Điều chỉnh bằng tay khoảng cách bánh cán lằn có vòng khắc độ hiển thị lượng điều chỉnh, phạm vi điều chỉnh 1-10mm, sử dụng thanh trượt chữ thập và cơ cấu thanh lắc thái dương, khi điều chỉnh bánh răng chuyền động luôn bảo đảm trạng thái khớp chặt chính xác.
- Có bánh cán lằn nhớm, giấy sau khi qua bánh cán lằn này, khi ép lằn không bị rách.
2. Cơ cấu điều chỉnh dao chạp (điều chỉnh vi tính thanh ren đơn)
- Trục lắp dao sử dụng thép ống liền, qua gia công mài kỹ hai lần, bề mặt mài nhẵn, dịch chuyển ổn định
- Độ rộng bổ chạp: 7mm
- Dao chạp bằng chất liệu thép hợp kim qua mài và xử lý nhiệt, luôn bảo đảm độ cứng và độ sắc.
- Dao cắt biên kiểu đôi làm bằng thép hợp kim qua mài và xử lý nhiệt, lưỡi dao sắc, cắt có độ chính xác cao.
- Bánh cán lằn, bệ dao chạp dịch chuyển theo hướng ngang đồng bộ bằng điện động PLC và trên màn hình cảm ứng, các bệ dao trên, dưới đều điều khiển bằng trục vít độc lập, rút ngắn thời gian điều chỉnh, nâng cao độ chính xác, nhập kích thước thùng, tự động điều chỉnh đến vị trí chính xác.
- Chỉnh độ cao thùng sử dụng điều chỉnh đồng bộ điện động PLC và trên màn hình cảm ứng
- Điều chỉnh bằng tay khoảng cách bệ dao chạp, có vòng khắc độ hiển thị, phạm vi điều chỉnh 2-12mm, sử dụng thanh trượt hình chữ thập và cơ cấu thanh lắc thái dương, khi điều chỉnh bánh răng chuyền động luôn ở trạng thái khớp chặt chính xác.
3. Có cấu điều chỉnh vị trí bổ chạp.
- Cơ cấu bánh răng kiểu hành tinh.- Chỉnh vị trí bổ chạp kiểu điều chỉnh 3600 nhập số điện động và PLC, điều chỉnh không cần dừng máy
4- Bộ phận bế tròn
1. Lô qua giấy- Lô liền, qua mài kỹ hai lần, bề mặt mạ crom cứng, vận hành ổn định
- Điều chỉnh khoảng cách khe hở lô qua giấy bằng tay có hiện thị trên vòng khắc độ, phạm vi điều chỉnh 1-10mm, sử dụng thanh trượt chữ thập, khi điều chỉnh bánh răng chuyền động luôn bảo đảm trạng thái khớp chặt chính xác.
1. Lô cao su bế
- Lô cao su bế đường kính Φ716.8mm (không bao gồm cao su bế).
- Lô liền bằng thép hợp kim mài nhẵn, mạ crom cứng
- Độ dày lót cao su bế: 8.2mm(đường kính ngoài 733.2mm) độ rộng 250mm, ở trạng thái sử dụng bình thường có thể dùng 6 triệu lần
- Lô bế và lô cao su ở trạng thái không bế thông qua bánh răng lệch tâm tự động tách rời, giúp giảm nhẹ phụ tải đồng thời kéo dài tuổi thọ của lô cao su và dao bế
- Lô cao su chịu lực truyền động kiểu cơ có thể dịch chuyển trái phải 50mm, làm cho lô cao su mài mòn đều, kéo dài tuổi thọ sử dụng
- Có bộ phận hiệu chỉnh cao su chịu lực, có thể tiến hành chỉnh sửa lô cao su nhiều lần để sử dụng.
2. Lô bế
- Lô bế và lô cao su chịu lực trong trạng thái không bế thông qua pitton lệch tâm tự động tách rời có thể giảm nhẹ phụ tải không tải của máy đồng thời kéo dài tuổi thọ của cao su chịu lực và dao bế. Lô bế đường kính Φ660mm (không bao gồm dao bế)
- Bộ phận nâng hạ tự động lô đệm cao su kiểu nén khí phối hợp với hệ thống đưa giấy (khi đưa giấy lô đệm cao su hạ xuống, khi dừng đưa giấy lô đệm cao su nâng lên, bảo đảm mỗi tấm giấy được bế cắt chính xác).
- Vị trí bế cắt điều chỉnh kiểu bánh răng hình tinh, quay 3600, dừng hay chuyển động thuận ngược đều có thể thao tác, độ chính xác có thể đạt 0.1mm, lắp bản thuận tiện
- Vị trí bế hiện thị số, giúp thao tác thuận tiện, chính xác, dễ quan sát.
- Dịch chuyển trái phải kiểu cơ của lô cao su 50mm, làm cho lô cao su mòn đều nâng cao tuổi thọ của lô
- Có bộ phận hiểu chỉnh lô, có thể tiến hành hiệu chỉnh lô nhiêu lần
- Lô thép hợp kim liền, được gia công mài kỹ và mạ crom
- Khoảng cách lô lắp bản bế: theo hướng lô 100mm, theo đường kính 18 phân bố đều (115mm)
- Độ cao dao bế phù hợp: 25.4mm
- Độ dầy gỗ bản bế: 16mm(giấy 3 lớp), 13mm(giấy 5 lớp)
5- Bánh răng truyền động
* Bánh răng
- Sử dụng bánh răng hợp kim 20CrMnTi, xử lý tôi chế hòa khí và làm nguội, mài kỹ
- Độ chính xác cấp 6(cùng cấp với bánh răng chuyền động của ôtô), vận hành trơn tru, tiếng ồn nhỏ, độ cứng HRC 58-62, tuổi thọ cao, trong khoảng 10 năm cơ bản không bị mòn, giúp chồng màu chuẩn trong thời gian dài
* Côn
- Sử dụng côn, giúp cho nối tiếp giữa bánh răng và trục khi sử dụng momen xoắn lớn không có khe hở, lắp đặt và bảo dưỡng thuận tiện, làm cho độ chính xác chuyền động của máy dài, bảo đảm chồng màu chính xác.
* Bôi trơn:
- Mỗi tổ có bơm dầu, để bôi trơn tuần hoàn
- Các hộp dầu có bộ cân bằng dầu, giúp cho độ cao lượng dầu các tổ như nhau.






